

联系人:陈先生 13478407671
0411-87187882
邮箱:technology@lzlaser.cn
网址:www.dlhfhz.com
大连总部地址:大连经济技术开发区东北六街4号
上海分公司地址:上海市奉贤区安泰路386号
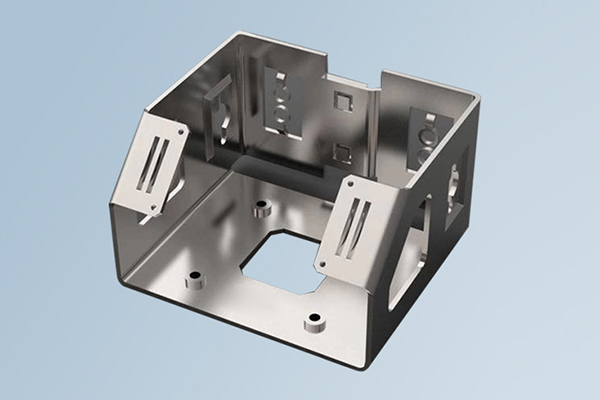
钣金工艺一般来说基本设备包括剪板机、数控冲床/激光、等离子、水射流切割机、折弯机、钻床以及各种辅助设备如:开卷机、校平机、去毛刺机、点焊机等。通常,钣金工艺最重要的四个步骤是剪、冲/切/、折/卷,焊接,表面处理等。钣金有时也作扳金,一般是将一些金属薄板通过手工或模具冲压使其产生塑性变形,铆焊加工厂家形成所希望的形状和尺寸,并可进一步通过焊接或少量的机械加工形成更复杂的零件,比如家庭中常用的烟囱,铁皮炉,还有汽车外壳都是钣金件。葫芦岛铆焊加工金属板材加工就叫钣金加工。具体譬如利用板材制作烟囱、铁桶、油箱油壶、通风管道、弯头大小头、天圆地方、漏斗形等,主要工序是剪切、折弯扣边、弯曲成型、焊接、铆接等,需要一定几何知识。钣金件就是薄板五金件,也就是可以通过冲压,弯曲,拉伸等手段来加工的零件,一个大体的定义就是,在加工过程中厚度不变的零件. 相对应的是铸造件,锻压件,机械加工零件等,比如说汽车的外面的铁壳就是钣金件,不锈钢做的一些橱具也是钣金件。现代钣金工艺包括:是灯丝电源绕组、激光切割、重型加工、金属粘结、金属拉拔、等离子切割、精密焊接、辊轧成型、金属板材弯曲成型、模锻、水喷射切割、精密焊接等。钣金件的表面处理也是钣金加工过程非常重要的一环,因为它有防止零件生锈,美化产品的外观等作用。钣金件的表面前处理的作用主要是去油污,氧化皮,铁锈等,它为表面后处理作准备,而后处理主要是喷(烤)漆,喷塑以及镀防锈层等。

中国钣金加工行业与国外的对比,中日差距:显著在制造技术、工艺设备上。先看日本模式,日本钣金件生产专业化、自动化程度高,生产规模大,产品精度高,管理人性化、系统化、基本上都有模具开发、设计和加工能力,哪里有铆焊加工其加工设备性能一直处于领先地位,图1所示为日本工厂加工车间:与此相比,我国钣金件制造企业总体情况规模较小,制造设备落后,生产以手工操作为主,产品质量稳定性差,生产效率低,难以实现批量生产、按时供货。各项企业指标水平相差较远,有待提高。葫芦岛铆焊加工值得一提的是,日本“匠心”精神令人震撼,其“工匠”们在企业生产中积累的各种生产诀窍和工艺装置,是现代先进制造技术和人类传统聪明才智的完美结合。中国企业要完善自己的制造技术和工艺设备,既需要时间的沉淀,又离不开工匠精神的修为。中美之较:自动化、信息化成“短板”。钣金信息化,包括冲压、焊接、喷涂等工序。就中美横向对比而言,自动化、信息化水平“差之数里”。当程序输入后,设备会通过扫码自动到材料库调用相对应的材料进行加工,此工段加工完成后零件又统一归放在指定区域,全部实现无人化操作。首先,美国企业采用的是闭环控制自动化生产。企业都有其工装模具维护车间,模具上安装或内嵌有各种传感器。这些传感器无形中就是一道安全的保护屏障。其次,美国其压力机上都安装有安全光栅,当工人距离压力机过近时,压力机会自动停机,自动切断“危险源”。同时,美方企业自带“追踪器”,有自己的管理信息系统,其原材料供应商所供应的材料都带有条形码。入库时通过扫描,原材料的各种信息都会自动进入生产数据库,伴随着原材料进入加工过程,各个加工环节的电脑主机会自动将加工信息输入到数据库,这些信息将一直被附带到最终产品上。
钣金加工件加工部件的加工过程为:商品前期实验、商品加工试制和商品批量的出产。在商品加工试制过程时,葫芦岛铆焊加工应及时与顾客交流联系,得到相应加工的评估以后,再进行商品批量的出产。那么钣金加工的使用规模是什么呢?激光打孔技能是激光资料加工技能中最早完成实用化的激光技能。钣金加工件中激光打孔通常选用的是脉冲激光,能量密度较高,时刻较短,能够加工1μm的小孔,格外适用于加工具有必定视点和资料较薄的小孔,还适合加工强度硬度较高或较脆较软资料的零件上的深小孔和微小孔。激光可完成燃气轮机的燃烧器部件打孔加工,打孔作用可完成三维方向,数量可到达上千个。铆焊加工厂家可打孔的资料包含不锈钢、镍铬铁合金和哈斯特洛依(HASTELLOY)基合金。激光切割加工技能不受资料的力学性能影响,完成自动化对比容易。在激光打孔技能的开展下,激光切割机完成了自动化的操作,在钣金职业上面的使用改变了传统钣金技能的加工办法,完成了无人操作,激光切割加工大大提高了出产功率,完成全程全自动的操作,带动了钣金经济的开展,激光切割加工在打孔作用方面提升了一个层次,加工作用赫然明显。

在近十年来我国重型机床行业正在发生着翻天覆地的变化,机床行业的经营模式由粗放型开始转向向技术集约型发展,逐步向跟先进的现代化企业靠拢,生产的产品开始从低水平简单数控逐步发得到了发展到机床产品的多功能复合化,随着机床产业产品门类、品种、产业规模、市场占有率不断扩大,在专业技术领域的技术水平实现了跨越式发展,竞争力不断增强,令世人睹目非标圆管折弯的技术。葫芦岛铆焊加工在“十五”、“十一五”两个五年计划时期,我国充分的进行发展重型机床的主要用户行业进行了大规模的技术改进和扩展,在这国家生产的过程中出现采购重型的加工设备的高峰拥挤去期。铆焊加工厂家今后阿斯蒂芬用户的采购重点将集中在重型、超重型的自主创新方面进行着高端复合智能化数控机床的产出。“十二五”期间用户行业主要发展还会增添的是关键设备,但是总而言之重型机床在总体上很有可能出现市场需求的一个平缓期。重型机床方面除了少数高档高精密国内不能满足外,国产重型机床产品基本能满足市场的需求,国产的无论产品品种、水平档次、市场满足度、功能和工艺性能等与国外相差不大。但是在有一些机床的精度和制造工艺水平和可靠性方面还有有点差距的有待需要提高,这使得国产重型机床处于被动的主要因素。国内重型机床制造业要赶超国外先进技术水平,强化自主创新,精细制造,加快创新步伐,改变不足之处;强化精细化制造,提高产品的制造工艺水平与质量,更好的保证制造数控机床,增强竞争力。

在表面前处理后,进入喷涂工序,在工件要求装配后喷涂时,牙或部分导电孔需保护处理,牙孔可插入软胶棒或拧入螺钉,需导电保护的要用高温胶带贴上,大批量的做定位工装来定位保护,这样喷涂时不会喷到工件内部,铆焊加工厂家在工件外表面能看到的螺母(翻边)孔处用螺钉保护,以免喷涂后工件螺母(翻边)孔处需要回牙。一些批量大的工件还用到工装保护;工件不装配喷涂时,不需要喷涂的区域用耐高温胶带和纸片挡住,一些露在外面的螺母(螺柱)孔用螺钉或耐高温橡胶保护。葫芦岛铆焊加工如工件双面喷涂,用同样方法保护螺母(螺柱)孔;小工件用铅丝或曲别针等物品窜在一起后喷涂;一些工件表面要求高,在喷涂前要进行刮灰处理;一些工件在接地符处用专用耐高温贴纸保护。在进行喷涂时,首先工件挂在流水线上,用气管吹去表面的粘上的灰尘。进入喷涂区喷涂,喷完后顺着流水线进入到烘干区,最后从流水线上取下喷涂好的工件。其中还有手工喷涂和自动喷涂两类,这样采用的工装就不同了。在喷涂之后进入装配工序,装配前,要将原来喷涂中用的保护贴纸撕去,确定零件内螺纹孔没有被撒进漆或粉,在整个过程中,要戴上手套,避免手上灰尘附在工件上,有些工件还要用气枪吹干净。装配好之后就进入包装环节了,工件检查后装入专用的包装袋中进行保护,一些没有专用包装的工件用气泡膜等进行包装,在包装前先将气泡膜裁成可以包装工件的大小,以免一面包装一面裁,影响加工速度;批量大的可定做专用纸箱或气泡袋、胶垫、托盘、木箱等。包装好后放入纸箱,然后在纸箱上贴上相应成品或半成品标签。钣金件的质量除在生产制程中严格要求外,就是需要独立于生产的品质检验,一是按图纸严格把关尺寸,二是严格把关外观质量,对尺寸不符者进行返修或报废处理,外观不允许碰划伤,喷涂后的色差、耐蚀性、附着力等进行检验。这样可以找到展开图错误,制程中的不良习惯,制程中的错误,如数冲编程错误,模具错误等。

选择模具上下模间隙,所谓模具上下模间隙是指模具上模直径与下模直径之间的实际差值。比如,上模直径为10mm,而下模直径为10.3mm,铆焊加工厂家那么其间隙则为0.3mm。在对模具上下模间隙进行选择时,应依据板材实际材质以及厚度。如果选择了不合理的间隙那么就会使得加工的钣金件产生较多的毛刺,葫芦岛铆焊加工并极大缩短模具的实际使用寿命。选择模具工位,这方面主要指两方面内容:一是零件加工时具体工位选择;另一种是选择相应冲裁力。在进行钣金件加工作业时,就需要将模具所选择的工位确定好,以减少作业人员的模具更换使用时间。禁止在该模具周围放置任何冲裁模具,以免造成零件报废或者模具损坏。另外加工钣金件所需要的冲裁力需要依据其切边长度以及材料厚度还有材质进行最终确定,公式如下:P=Atr/1000在该项公式中,P表示冲裁力,而A表示切边长度,t代表着材料厚度,而r代表着材料系数。

